Applying the motion and times at small and medium size brazilian apparels enterprises
Apparels Companies clothing in order to be competitive in the market should seek to enhance its productivity, the term productivity differs from the word production thus productivity is the ability to produce more with the same or even less resources like manpower, material and energy.
For this, the detailed study of working methods, has become a valuable ally. Not only for large enterprises, most especially for small, in which the best use of their scarce labor can mean success in business. In this article we will detail the concepts of time & methods and give some tips for you to put this strategic tool in your enterprise and companies which provide for you (third party).
Along with the analysis of the method of work, we try to establish patterns of times, the first moment the entrepreneur might think, I'm doing the montion and time study with my Best employee, however this can lead to disgruntlement. This is because, would be to determine the method of an Olympic athlete and then want the other athletes (workers) "Standards" have the same performance.
Thus, the analyst Motion and Times & analyzes a normal professional, but qualified and well trained to perform an activity under normal production conditions. The result of the study is the average time in minutes, and is performed within parameters such as the type of work that may be performed by any employee, provided you have adequate qualifications and training, working at a normal pace of work. This time is known as the default average time of operation or activity.
Thus making the methods and especially the times can be achieved for a large part of your team. Will provide the following benefits: production scheduling; Establish incentives to improve productivity and performance and identify process improvements and method.
The study of the motions aims: Improving movements; Reducing fatigue; Increased productivity; Analysis is performed firstly globally, investigating the results for the whole operation; After the analysis of the parts, which must be analyzed in the following order is carried out:
NECESSITY:
It is time to verify the need for all the movements performed by the operator, we try to remove unnecessary movements that were carried out, interpret us how unnecessary those motions of which the client is unwilling to pay, for example, transport, inspections and reworking.
Of course, depending on the arrangement of the transport machinery will be necessary so does the inspection is that the degree to does not believe the results of the job done right the first time, the greater the need to have more inspection points.
SEQUENCE:
Verify if the performed sequence is one that translates the best results and if they perceive that the change will enhance the process we should accept it and mainly to make also the employees accept the change.
COMBINATION:
The operations can be combined in different ways in order to reduce unnecessary movements or switch paths for shorter routes, provides motion economy.
SIMPLIFICATION:
Can be obtained through alterations in the product, such as the replacement of a assembly with bolt for plugin the other. The supply of specific tools or even a different arrangement to perform certain operations reduces and simplifies the work.
The goal is to obtain the operations Standards time that are used to:
- Time registration for performing operations for administrative purposes;
- Work cost estimation;
- Verify labor costs produced;
- Levelling of the production line;
- Calculating the amount of machines which an operator may efficiently use;
- Distribution of workload for production planning;
- Basis for incentive payments;
- Calculation of percentage efficiency of work operations;
- Determining the correct method;
- Training supervision in implementing a culture methods and to ensure that technical knowledge is maintained and most importantly evolve within the company via operator training and ongoing researchs.
In detailing the ideal way to produce, what we call the method, we must decide what level of this detailed. For some detailed method there will be room for different interpretations and consequently different ways to work with different efficiencies and different time then. On the other hand an extremely detailed method provokes bureaucracy, demotivation and requires a great effort to create and then coaching the team in the method. Common sense should be the inseparable companion of the team that is to describe the method. In the example below, an example method for manufacturing the same piece with less described and other with more detailed work method.
Division operation elements: Example I - Lathing a piece
1 – pick up the raw material in the box and position in the lathe;
2 – turn on the lathe and wait for the completion of the process, turn off at the end of this;
3 – remove the piece from the lathe, clean it and put it in the box.
Division operation elements: Example II - Lathing a piece
1 – go in the direction of box and pick up the raw material;
2 – go in the direction of lathe and place the raw material;
3 – turno n the lathe and wait the piece manufacturing;
4 – remove the piece from the lathe;
5 – clean the piece to remove the dust;
6 – go in the direction of box and placed it.
The degree of detailing of the method of work should come first from the common sense point that one wishes to record the way to work, so it is easy to understand and technically you can evolve your workforce, through training in writing method.
To collect time the professional uses a device called a chronometer, with the evolution of mobile phones is already possible to "download" these timers (stopwatch). Scale that can be 60 seconds or Centesimal. Timer scale 60 seconds which is more popular the minute is divided into 60 fractions, which we call second.
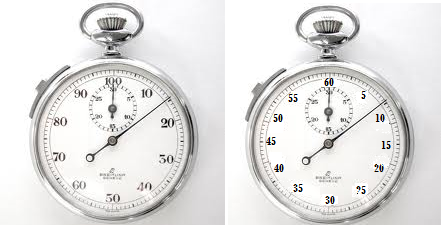
The centesimal Timer is divided into 100 fractions, known as a hundredth of a minute. For Motion and Times study methods and give preference to the hundredth Timer because it allows performing arithmetic operations on the values found, while in the timer scale of the 1st 60 seconds we need to convert the values for hundredth, with regard to the following: For example, if is timed on the scale of 60 seconds the value of 30 seconds, we should convert to hundredth which will equal 50 hundredths, see the figure below, we can see that half the proximate timer is 50 and the scale 60 seconds is 30. The formula to convert seconds into hundredths is (sec / 0.6), for exemple 30 seconds divided by 0,6 = 50 hundredth of minutes.
Now we're almost ready to begin the study of the motion and time method and timing, now comes the part of the details, the first point where we must take into consideration is the support of production supervisor. Because in the end he/she will be in charge to apply the method and ensure that is followed. And if he/she did not participate in the drafting of the motion and time and collection process development, we run the risk of not having an ally for success in improving the working method.
1 - Consulting the supervisors:
Supervisors play a key role in the process, and the their attitude to determine the speed of execution. Are responsible for executing the operation within the parameters established after the completion of motion and time studies.
A second point that we should consider is how many timing taken we shall perform so that the mean value represents a time that we can use for productive calculations. As a tip you timing 10 times a given operation, then apply the following formula, the formula indicate how many more timings will be needed to ensure that the mean value has a confidence level of 95%, this amount of timings called number of cycles.
2 – Determing the number of cycles:
The number of cycles is the amount of timings that must be performed depending on the precision required and the level of service that we obtain. It is also considered Re (relative error), considering that is in the range from 5% to 10%.
Formula Amount of timings (number of cycles)
n’ = ((40 * ((n * Σx2) – (Σx)2)1/2) / Σx)2
n’ = number of cycles to be timed
n = number of timed cycles
Σx = Sum of timed values
Σx2 = Sum of squares timed values
This formula applies to a relative error (Re) = 5% and a confidence level of 95%.
Exercise Amount of timings (number of cycles)
The table shows a study of 10 consecutive cycles of operation with an element. Where the number of cycles (n ') to be timed with a relative error of + - 5% and a confidence level of 95%.

n’ = ((40 * ((n * Σx2) – (Σx)2)1/2) / Σx)2
Having:
Σx2 = 586, which is the sum of the squares of the 10 time collected, ie, 49+64+81+36+64+49+64+81+49+49 = 586.
Σx = 76, which is the sum of the values in hundredths of minutes of 10 collected of time, ie, 7+8+9+6+8+7+8+9+7+7 = 76
n = 10, é a quantidade de cronometragens feitas de uma determinada operação.
The following step by step solved equation, where the values have been replaced: (Σx2 = 586, Σx = 76, n = 10), to find (n’) which is the amount over that must accomplish timekeeping.
n’ = ((40 * ((10 * 586) – (76)2)1/2) / 76)2
n’ = ((40 * (5860 – 5776)1/2) / 76)2
n’ = ((40 * (84)1/2) / 76)2
n’ = ((40 * 9,2) / 76)2
n’ = (368 / 76)2 = 23
As soon will be needed more twenty-three (23) time taken (n ') of a given element in accordance with an accuracy of 95%. (level of reliability in the average result of this timekeeping).
The professional who is doing the timing should select the operator which best represents the company, or an employee with a rhythm of 100%, in this third part, we will discuss on how your professional can identify an employee in which its rhythm is 100 %.
3 - Evaluation of Operator Rhythm
While the timekeeper records the time values measured during the study time, it also measures the rhythm of clocked operatorby noting sheet in the same timing. The timekeeper must judging the speed of the operator's movements during the study and quantify it.
The this is termed as "assessment of rhythm." The terms "speed", "activity" or "rhythm" are synonymous and refer to the speed of the movements of the operator, here we will use the term "rhythm". Evaluation of rhythm is the mental process during which the timekeeper compares the rhythm of the operator under observation with his own concept of normal rhythm.
The evaluation of rhythm depends on the judgment of the timekeeper. Whereas it the timekeeper should be a professional trained and checked through specialized training in order to compare, judge and evaluate, according to universal standards of performance, quite well defined and determined the rhythm of the operator under observation over a time study.
In execution, the operators work at different rhythms, or possess characteristics such as strength, speed, skill and understanding of handling different from each other. Should be excluded from the calculation of average time those special cases where the operator is well above average, such as marathon runners, swimmers or even the Olympics weightlifters.
4 – Techniques to select Standards Operators
To establish the time / operator movement standard profile (one that will be the benchmark for the calculations), in which studies were conducted to establish normal rhythm should be considered elapsed time in some operations.
Walk 4827 meters in 1 hour, or (4827 meters divided by 60 minutes = 80.45 meters / minute).
Distribute a deck of cards into four equal piles in 0.5 minutes (half a minute or 30 seconds).
With these types of defined parameters, we can evaluate the standard to be adopted by the organization in the definition to establish normal rhythm, BARNES (1977, p.306).
Method to distribute a deck of cards into four equal piles on 0.5 hundredths of minute (30 seconds)
A deck of 52 cards is distributed by a person sitting at a table: With the method holds up the deck with the left hand and the top card is positioned with the thumb and forefinger of the right hand grasps the positioned card, transports it and throws it on the table.
The four stacks of cards are face-down and four stacks of cards are separated from each other. If the operator can do this activity in 30 seconds, it will be considered an operator with a work rhythm (speed) of 100%.
Dear, this article gave some tips, how you can start deploying the technique Times & Methods in your company. And we expect the implementation to take immediate increase in productivity and promote a more organized and more perceived by its clients quality environment. This is the first step for a company that is moving toward the implementation of Production Engineering and its modern production techniques.
But this will be subjects for future articles. Feel free to contact us and discuss how times & methods and other tools of Production Engineering may be used in the factory, even if it is small, anywhere in the world.